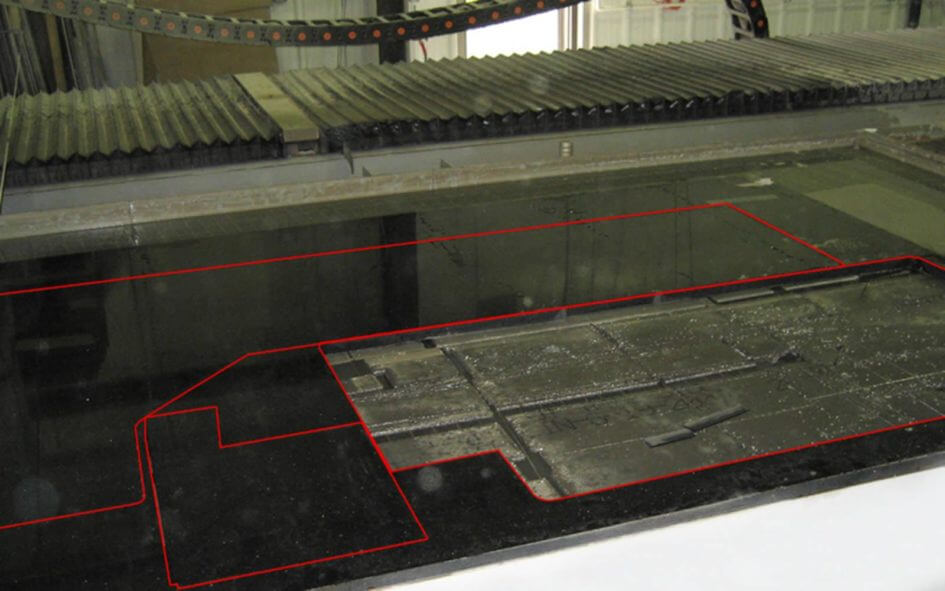
石材、ガラス、セラミックのような、重い、高価な、あるいは脆い材料は細心の注意をもって取り扱わなければなりません。作業の失敗や材料の無駄は無視できない損失を生みます。このような分野でも、Z-LASER社レーザープロジェクターやラインレーザーを使用することにより、素材を手早く正確に位置決めし、加工にかかる手間を減らし、品質を向上させ、無駄を減らします。 例えば、ラインレーザーはブリッジソーの切削工程を予めシミュレーションすることができます。大理石や花崗岩、その他の石板の加工においては、レーザープロジェクターは複雑な建築ファイル(図面)に基づく切削端を、原寸で示すことができます。別の例として、CNC加工機では、加工後のワーク材の輪郭を、原材料に最適に位置合せすることができます。作業面が広い場合には、複数のレーザープロジェクターを使用します。

今日、近代的な家具に含まれる洗面化粧台、キッチン天板、階段などは、大理石、グラナイト、硬質ガラス、特殊なプラスチック素材で作られています。これらの製造には、CNCマシニングセンタが使用されています。特殊なバキューム吸着カップ具が加工される材料を固定します。レーザーは、吸着カップの正確な配置に使用され、加工中の吸着カップの損傷を防ぎます。カップを設置した後、レーザーラインが切断される輪郭を表示します。すべての物が、作業中にフライス盤が吸着カップに損傷を与えないように配置されます。ワークピースの位置決めと同時に、レーザーは石材上に完成後のワークピースの輪郭を表示し、材料の最適利用を促進させます。その後、生産スタッフは表面に材料の欠陥に考慮して材料を配置します。
優れた拡張性をもつレーザー投射ソフトウェアLPMは最も汎用的に使われているCNCやDXFのフォーマットをサポートします。これにより、対象物の輪郭線がCNC機の制御部から直接レーザーに送られます。吸着カップの高さや材料の厚さがソースファイルに含まれている場合、投射は自動的に修正され、正しい高さに設定されます。
ポーリングモジュールは上位の制御システムからのデータ転送のための明確でシンプルなインターフェースです。投射される幾何学図形はファイルとして書き込まれます。LPMは自動的にこのファイルを開いて投射します。これによりエラーを回避し、作業の流れをスピードアップすることが可能です。
レーザープロジェクターへの接続はさまざまなインターフェースを介して行われます:
LPMの各セッションは16台までのレーザープロジェクターを制御できます。企業のネットワークでは、ほぼ無制限の数のLPM処理をアドレスできます。
機器の制御部への最適な接続には、Z-LASER社のCNC制御データインポートフィルタをお使いください。
推奨製品:LP-HFD2、ZLP2
レーザーラインの投射がタイルの切断工程を確実にします。
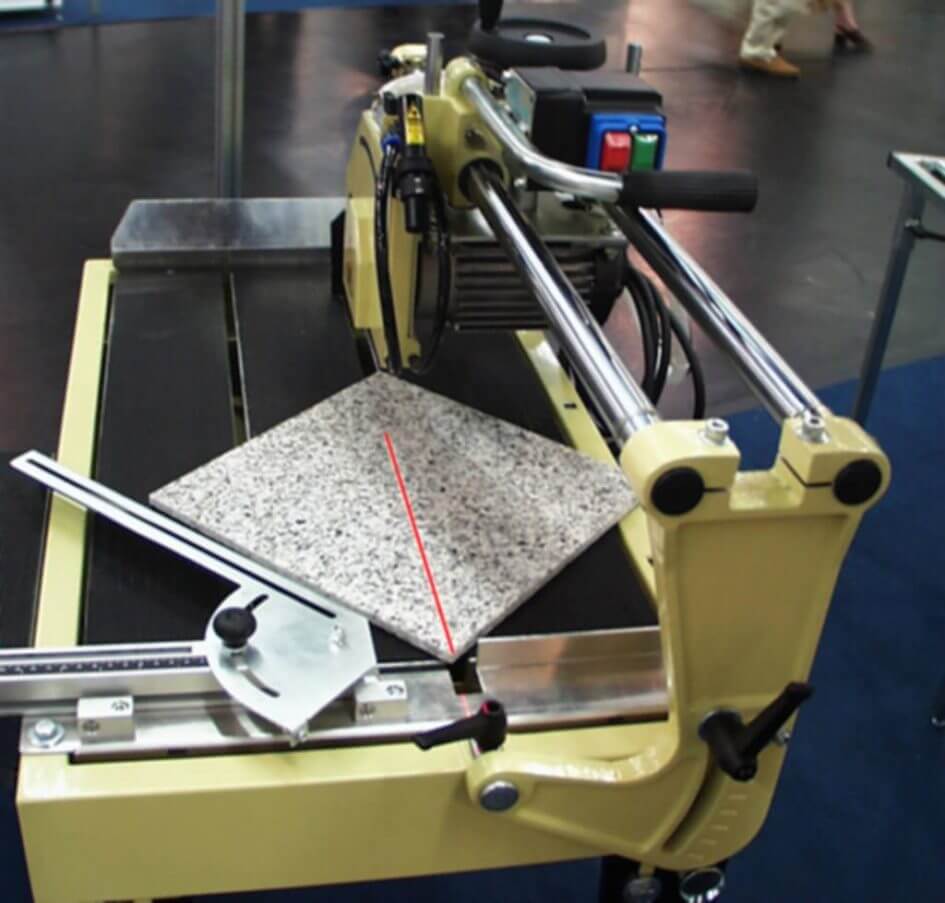
推奨製品: ZR
レーザーラインはダイヤモンドカッターのディスクや鋸刃の刃先位置を示し、ブリッジと共に移動できます。もうひとつの方法として、レーザーモジュールをカッターのヘッドに取付け、レーザーをカッターのディスクの刃先に合わせることで、切断用ディスクの傾斜角度が変わった場合でも、レーザーラインは常に正しい向きに追従します。

推奨製品:ZM18
ガラスの切断には時間と費用がかかります。 Z-LASER社のレーザーモジュールは、切断工程をガラス材料に正確に投射し、エラーの発生を防ぎます。
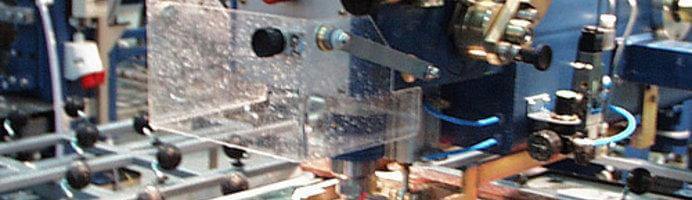
推奨製品: ZM18
ガラスに穴あけ加工を行うとき、ドリルの位置を2本の交差するレーザーラインが示します。これによりガラス板をドリルの直下に配置しやすくなります。

推奨製品: ZM18
